
フローマーク(flow mark)の不良原因と改善対策
射出成形のフローマークは、日本やヨーロッパ、アメリカの国は「Flow Mark」で記述され、イギリスは「Zebra Mark」で定義されています。射出成形には多くのタイプのフローマークがあり、細い溝形状のフローマークと表面流れのようなフローマークについて説明します。
細い溝形状のフローマーク
主にフローフロントとフローエンドとの間に起こるメルトフロントの硬化と収縮が発生し、その後、以前の新しいメルトによって生成された波形フローマークが繰り返されます。多数の実験により、射出成形のフローマークは、溶融速度が遅すぎる位置、または速度の急激な変化により速度が遅い位置に現れることが証明されています。溶融速度が遅くなる理由は、形状の断面積が変化したり、射出成形プロセスが圧力保持プロセスに切り替えられたときの速度の急激な変化が主な不良原因です。
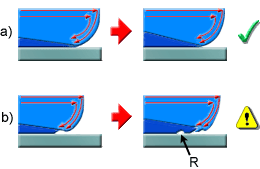
溶融プラスチックの流れが図2のbのようになっている場合、フローマークの表面層が収縮して内側に転がり、溶融プラスチックが同じアクションを繰り返します。したがって、図1の場合は、形状の急な位置の前に速度を上げる設定をすることを改善対策としてお勧めします。
図1-2の場合、急激な変化の割合を減らすために、速度と圧力を同時に下げる必要があります。射出成形プロセスの終了時の速度設定と保持圧力の開始は同じでなければなりません。保圧の圧力設定を下げるだけの場合、圧力制御下の自然な流れは速度を下げます。しかし、圧力降下が低すぎると、流れは停止し、時には流れのマーク領域が増加します。したがって、射出成形プロセス全体で管理が必要です。
表面流れのフローマーク
射出成形のプロセスでは、使用する材料の粘度が非常に高い場合、スムーズに生産するために大量の離型剤を塗布する必要があることがよくあります。表面層は内部溶融物の移動によって発生するせん断応力に耐える必要があります。せん断応力が表面層と金型表面の摩擦より大きい場合、表面層が耐えられない場合、表面層は細断されます。同時に、剥がれる前にドラッグされます。引きずりが発生するプロセス中、溶融物の流れがはるかに容易になるため、内部圧力が低下し、せん断が減少します。連続的な流れのプロセスのために、上記の動作が繰り返され、その結果、製品の表面に流れの漂流マークが発生し不良となります。
速い流量によって発生するフローマーク
このフローマークは、表面流れのフローマークと非常に似ていますが、表面層と滑り層の組み合わせによって引き起こされる表面層の裂け目ではありません。したがって、摺動部分は成形面に雲のような跡を残します。
このようにご紹介したフローマークの不良原因は、波面の流れの速度に大きく依存します。またフローマークの形状は、フローの輪郭にほぼ一致していることがわかっています。




